设备运行状态检测与分析
现代设备的制造企业对生产的连续性、可靠性和自动水平越来越高,对设备管理提出了更高的要求,借助设备监控、管理系统的辅助,能够及时、准确掌握设备的技术状态,尤其是重点、关键设备的技术状态,及时进行预防维修,保证设备的安全、可靠和高效地运行。根据企业设备的实际需求,研究、编制设备状态监控方案,是企业设备管理人员的重要工作内容。同时,根据设备运行监控的状态参数,准确判断设备的技术状态,为设备预防维修计划的制定提供依据,推进企业设备管理水平的提高。
设备运行状态检测与分析是指监测和评估工业设备、机械设备、电子设备或其他类型的设备的运行情况,以确保其正常运行、提前发现潜在问题和优化性能。这一过程通常涉及多种技术和方法,包括传感器技术、数据分析、机器学习和人工智能等。以下是一些与设备运行状态检测与分析相关的关键概念和方法:
1. 传感器技术:使用各种传感器(如温度传感器、压力传感器、振动传感器等)来监测设备的各种参数和特性。传感器可以收集实时数据,用于后续分析。
2. 数据采集和存储:采集来自传感器的数据,并将其存储在数据库或云平台中,以供后续分析使用。数据可以是实时的,也可以是历史数据。
3. 数据分析:使用数据分析技术来检测设备的异常状态、趋势和性能问题。这包括统计分析、数据挖掘和机器学习等方法。
4. 故障检测:通过分析数据,识别设备可能存在的故障和问题。这有助于提前采取措施,避免设备停机或损坏。
5. 预测性维护:基于数据分析,制定预测性维护计划,以在设备故障之前采取必要的维护措施,从而提高设备的可靠性和可用性。
6. 性能优化:通过监测和分析设备的运行状态,识别潜在的性能瓶颈,并采取措施来优化设备的运行。
7. 远程监测与控制:使用远程监控系统,可以实时追踪设备状态,并在需要时进行远程控制和干预。
8. 可视化和报告:将分析结果可视化,制作报告,以便操作人员和管理层更好地理解设备的状态和性能。
9. 自动化:将人工智能和自动化技术应用于设备运行状态的检测和分析,以减少人为干预的需求。
设备运行状态检测与分析对于工业生产、设备维护和资源管理非常重要,可以提高生产效率、减少停机时间和降低维护成本。这一过程的成功实施需要合适的硬件、软件和专业知识,以确保设备在其整个生命周期内能够高效运行。
一、设备的状态管理
1、设备的状态管理。
设备的状态是指在用设备所具有的性能、精度、生产效率、安全、环境保护和能源消耗等的技术状态。设备的技术性能及其状态如何,体现着它在生产经营活动中存在的价值和对生产的保证程度。
设备在使用过程中,由于生产性质、加工对象、工作条件及环境条件等因素对设备的作用,致使设备在设计制造时所确定的工作性能或技术状态将不断降低或劣化。
设备在实际使用中,经常处于3种技术状态:一是完好的技术状态,即设备性能处于正常可用的状态;二是故障状态,即设备的主要性能已丧失的状态;第三种状态是处于上述两者之间,即设备已出现异常、缺陷,但尚未发生故障,这种状态有时称为故障前状态。
2、设备技术状态管理的意义和目的。
设备技术状态管理是设备管理工作的重要组成部分。设备技术状态的好坏将决定企业生产经营活动能否正常进行。因此,设备技术状态管理的意义和目的在于控制设备技术状态,根据对其检测、诊断的结果,采取预防措施,尽早排除设备存在的隐患和故障征兆,控制和降低设备故障率,使设备经常保持在良好状态,从而降低维修费用,减少停机时间,提高设备有效利用率,保证生产的安全和产品生产的高质量、高效率,提高企业的经济效益。
3、设备技术状态管理的内容。
设备技术状态管理的主要内容包括制定科学的管理制度和相应的规程标准,正确合理地使用设备,加强设备的维护、检查工作,了解和掌握设备故障征兆与劣化情况,并采取消除和控制措施,积累设备检查修理过程中的各种信息,为制定合理的修理方案或更新策略提供依据。
其具体内容如下:
(1)建立设备技术状态管理的原始依据。包括设备的能力指标、精度指标和运行特征等原始性能指标、设备技术状态信息特征参数指标等。
(2)制定设备技术状态管理的工作标准。包括设备操作规程、维护保养规程、检修规程及状态检查与监测规程等。
(3)建立设备管理规章制度和工作流程。包括设备维护保养、检查、计划维修、故障管理、重点设备管理等规章制度及考核考查办法,有关基础工作的内容、形式与流程等。
(4)贯彻设备操作规程与维护制度。合理使用设备、正确合理润滑设备、精心维护设备。
(5)实行设备检查制度。包括全部生产设备及起重设备、动力设备的日常检查、生产重点设备的定期性能检查和精密设备的定期精度检查,掌握设备的技术状态信息。
(6)定期进行设备完好状态检查,精度检测及特种容器检测等。采用诊断技术进行状态检测,及时掌握设备的实际技术状态,为设备的状态维修提供准确信息依据。
(7)按照设备的检查点和检查路线进行巡回检查,对检查中发现的异常征兆和隐患,要及时排除或进行有计划地维修,以控制和减少故障发生。
(8)对突发故障(包括事故)按照规定进行分析处理和抢修,并做好记录。
(9)严格贯彻动力设备的安全运行规程、环境保护法则以及定期预防试验规定。
(10)收集各种检查记录资料,如日常维修,如故障修理等维修记录资料,进行统计、整理分析,探索故障的原因与规律,拟订维修对策。
二、设备状态检测的种类
设备状态检测的种类很多,表11-1为常用设备状态检测的内容及方法。
表11-1 常用设备状态检测的内容及方法
| 检测内容 | 检测方法 | 主要应用 |
主观检测 | 通过人的看、听、闻、触等感官观察,根据经验判断设备状态 | 发热、变色、变形、松动、泄漏、开裂、振动等多种现象,判断设备所处状态 |
常规参数检测 | 常规工具仪器检测 | 变形、移位、松动等设备状态 |
温度检测 | 接触型检测:温度计、热电偶、测温贴片、测植笔、热敏涂料等 | 设备运行中发热异常的状态检测 |
| 非接触型检测:红外点温仪、红外热像仪、红外扫描仪等 | 不能直接检测的设备运行中发热异常的状态检测 | |
振动、噪声检测 | 在线振动监测、便携式的振动监测;冲击波脉冲法制造的各种小型测量仪、脉冲振仪;噪声计量计、声级计等 | 通过振动、噪声监测,并将振动强度、频谱和模式等参数,并与特征库参数确定设备的状态 |
油液分析 | 铁谱分析仪(用于有磁性零件的设备)光谱分析仪等 | 通过检测液压中零件磨损的微粒的形状、大小、成分,判断磨损状态机理、磨损状态机理、谱分析仪等 |
泄漏检测 | 用肥皂水等涂刷检测气体压力输送管道的泄漏,也可用氧气浓度计、超声波泄漏探伤仪等 | 在泄漏的管道上涂刷肥皂水会看见冒气泡,输送氦气等管道泄漏时,周围氧气浓度降低并发出超声波,并被测出 |
裂纹检测 | 渗透液检查、磁性探伤法(磁性材料)超声波法、电阻法;X射线法可检测大面积裂伤;声波辐射技术、涡流检测法可查裂缝、硬度及杂质 | 测量各种管道、压力容器的泄漏, 测量不同材料的裂缝, 采用不同的检测方法 |
腐蚀监测 | 极化电阻测量技术等 | 通过检测电极在介质中的腐蚀情况,来评价介质对设备的腐蚀 |
三、设备状态检测管理
1、引进状态检测的前期论证。
主要工作为全面统计和分析关键设备和部位的故障停机损失、故障后果;组织专家和技术人员论证检测参数对减少故障和非计划停机的有效性;全面衡量和考核检测技术的成熟程度;与故障后果比较,考核购置和运行监测仪器的性价比。
2、专业人才的培养。
检测仪器安装使用和传感器安装使用培训;数据采集和分析技术培训;应用实践训练。
3、检测网络的建设。
工作重点为建立立体监测网络;在线、离线、遥感等方式的组合应用;实现主要设备关键点全部受控;建立一支相对稳定的检测技术队伍。
4、与维修管理的无缝连接。
工作重点为检测结果,包括信息及时传递;依据检测分析,进行预防维修、决策维修实际及时反馈检测部门,为今后检测提供经验。
四、机械加工设备状态检测需求分析
钢桶制造设备主要为钣金冷加工机械,分通用设备(如开卷校平机、冲床、空压机、剪板机、卷圆机、点焊机、缝焊机等)、专用设备(如波纹机、胀形机、翻边机、封口机等)和涂装生产线设备等,这些设备的常用状态检测主要有加工精度检测、运行特征参数(如电流、电压、温度、振动、裂纹探伤、润滑油样检测等)检测和日常维护主观检测等。
1、加工设备的精度检测主要包括几何精度(包括直线度、垂直度、俯仰与扭摆、平面度、平行度等)、位置精度(包括定位精度、重复定位精度、微量位移精度、反向间隙等)和工作精度三方面的内容。通用设备或专用设备只要检测几何精度即可,如果是重点工序设备,则还要检测位置精度和运动精度。通过对设备精度的检测,能够掌握其精度状态,并推断其变(劣)化的趋势。
2、加工设备的特征参数检测包括电流、电压、温度、振动、裂纹探伤、润滑油样检测等。其中,通过对设备运行电流、电压、温度等参数的检测能够掌握机床设备的运行负荷等状态;而通过对振动检测、裂纹探伤、润滑油样检测等方面的检测和分析,能够推断机床设备零件的磨损程度、有无裂纹及裂纹程度等,最终掌握设备的运行状态和劣化趋势。
五、编制机电设备运行状态监控方案的步骤
编制企业机电设备运行状态监控方案,主要从以下步骤着手:
1、企业设备状态参数监控需求调研。
企业设备的状态检测按检测方法和使用器材的不同,可分为主观检测、普通工具仪器检测和专用仪器设备检测三大类,从经济性考虑应该优先采用主观检测或使用普通工具仪器检测的方法进行。当某些参数对设备运行的状态影响很大,而采用前面两种方法难以实现或可靠性不够时,才采用专用仪器设备检测。
企业设备的状态检测按检测时间的不同,可分为定期检测和在线检测两大类:在机电设备运行中,对于能够保持相对稳定状态参数(如设备的精度等),宜采用定期检测的方法完成;在设备运行中变化较大而对设备正常运行影响大的参数,则宜采用在线检测的方法完成。
2、设计机电设备运行状态监控方案。
有了设备状态参数监控需求后,就可以进行设备运行状态监控方案设计。通常,设计出功能、性能不同的几种监控方案,供可行性研究和论证。
3、进行设备状态监控可行性论证。
根据企业设备状态参数监控的实际需求,对所设计的数种机电设备运行状态监控方案,逐一从技术性、经济性和可靠性等方面进行认真分析、研讨和论证,从而避选出技术先进可行、性价比高、安全可靠的设备状态检测方案,并确定为企业的设备状态检测方案。
六、机电设备运行状态参数的作用
通过对机电设备运行状态参数监测,以及对状态参数的分析,掌握设备的运行状态和劣化趋势,及时进行设备的状态调整或预防性维修,是设备管理工作的重点内容。机电设备运行状态与运行参数之间有着密切的关系,随着检测技术的进步和发展,机电设备运行状态都将能够通过状态参数的检测得到掌握。表11-2列出了部分设备运行状态与运行参数之间关系的实例。
表11-2 机电设备运行状态与运行参数间关系实例
| 检测方法 | 状态参数变化 | 设备的运行状态分析举例 |
主观检测方法 | 看形状、位置、颜色等 | 零件变形失效、松动移位或脱落、发热氧化或烧焦、腐蚀、变质等 |
| 听声音、振动 | 零件开裂、运动碰击、配合松动、轴承损坏、转速变化、流体泄漏等异常声音 | |
| 触摸温度、形状、位置和振动等 | 发热、零件变形失效、开裂、松动移位或脱落、振动冲击等 | |
| 闻味道 | 电气烧焦或严重发热、气体泄漏、变质等 | |
温度检测 | 温度升高或过低 | 电动机过载或缺相运行引起发热,温度过低会引起润滑失效等 |
振动、噪声检测 | 振动、噪声的大小、频率(谱)变化 | 轴承损坏、运动配合间隙过大、流体泄漏、固定配合松动、零件间碰撞敲击等 |
油液分析 | 残留金属成分、粒度变化 | 推断具体磨损的零件及零件的磨损严重程度等 |
裂纹检测 | 渗透液体、超声波回声异常等 | 容器、管道泄漏或裂伤,零部件有缺陷等 |
要真正掌握设备运行状态与运行参数之间的关系,需要通过大量的实践研究和经验积累才能完成。
七、机械加工设备的状态分析
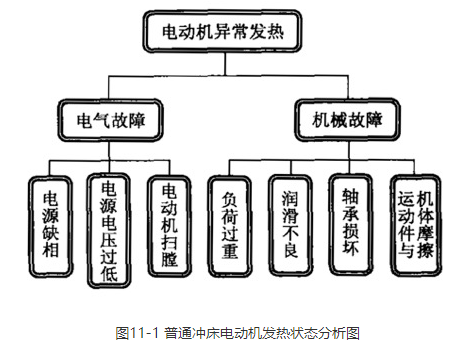
通过状态参数检测了解设备的运行状态,有的是相互关系比较简单,1~2个状态参数就能反映出设备的运行状态,如电动机的电流过大,能直接反映设备可能正在过负荷运行等;有的状态参数与设备运行状态之间的关系就比较复杂,如电动机发热,可引起的原因有设备超负荷、电动机缺相运行、电动机扫膛、电源电压过低、设备轴承损坏以及润滑不良等。当参数与设备的运行状态间的关系比较简单时,通常直接分析推断;而当两者之间关系比较复杂时,就要借助故障树等方法进行分析推断。
现以普通冲床的电动机发热为例进行状态分析,如图11-1所示。
麒智设备管理系统,帮您实现企业设备管理数字化升级,让设备管理工作更简单!